
HSS M42 Cobalt End Mill 8%
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 Piece pc
- Supply Capability:
- 10,000,000 Pieces per Month pc/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







Detailed Product Description
end mill
1. M42 HSS 8% cobalt long
2. Various specifications to meet your needs
3. Popular product with high quality
end mill M42 HSS 8% cobalt long
Product details
Name: |
8% cobalt HSS M42 end mill long |
Material : |
HSS Co8 |
P-Code: | 130344 |
Specifications: | 3.0 to 25; 1/8 to 1 |
Pakcaging & Delivery details
Packaging: |
Inner box/carton/pallet, or in bulking or according to the requiements of the clients. |
Transportation: |
International express by DHL, UPS, FedEx |
Delivery: |
Within 3-10 days after deposit or payment received |
Payment terms: |
L/C, Paypal, Western Union, or 30% pre T/T 70% balance before shipment |
Advantages
1. High quality, competitive price, excellent service and prompt delivery
2. Different standards of your choice
3. All products have passed internation standard
4. Big stock: over 800 tons each specification
- Q:In mechanical engineering materials, what are the materials of the reamer?
- Mainly tool steel and hard alloy
- Q:The workpiece material is Q345D, is the whole hard alloy reamer diameter 18 6 blade laevorotatory right edge reamer, now found out the hole hinge inside there is always a circle cut, when processing the machining allowance for unilateral 0.2mm, reamer speed 120r/s, feed rate is 45mm/min, the cooling liquid is emulsion, which can master under the guidance, the argument is correct. It's better to give a machining parameter, s and F, thank you. The tool is added to several beds, beating about 1 wires.
- Speed can be fed too fast, suggest speed 120, feed 6 to 10, if you can margin, as far as possible less unilateral 0.1 on the line. I have also been out of this problem, that is how to solve it, as well as the quality of the tool is also critical, ah, you tried to adopt Oh.
- Q:Spindle runout of less than 0.003, the diameter of the cutter size, internal cooling. Excuse me, where is the reason?.
- Remove the machine tool reason, that can only be the tool body rigidity is not enough
- Q:When reaming the piston pin hole and connecting rod copper sleeve, how much is the pin allowance?
- For better reference data, please Baidu search, Li Hao CNC tools, data on reamer tolerances and machining allowances
- Q:How can the reaming of stainless steel extend the life of the reamer and allow Kong Guangliang to help with various problems?
- Require bright words, need to use two cutter, rough fine twisted twist. Slow down. Add oil. And the best use of the spiral reamer.
- Q:What drill and reamer are used to process an empty diameter of 8mmH7?
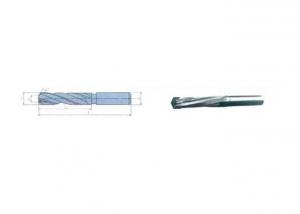
- Drill with a small bit 2.8mm-4.2mm first, and then use 7.8mm to expand the hole. Then machine reamer 8mmH7. Reaming speed should be slow, small and uniform, add oil lubrication cooling. It can be machined into a qualified 8mmH7 hole.A rotary tool with one or more cutter teeth for removing thin metal on the surface of a machined hole; a rotary finishing tool having a straight or spiral blade; used for reaming or trimming.A drill, comprising a cutter rod, a cutter rod tip, tip two is located in a main plane (C - C) on the cutting insert (5, 5 '), the cutting blades (5, 5') have in common second planes (E - E) on orientation the short cutting edge center. The blade forms a point like center, the cutting edge is used to enter the workpiece, and thereby the bit is aligned. Two chip grooves (6, 6 ') are arranged on the cutter bar, and the chip removing slots (6, 6') extend from the tip to the end. In any section along the bar, the flutes are located are diametrically opposed to each other's position in the flat tube, flat tube and two common edge edge in the pipe on both sides of the belt plane (F F) 90 degrees extension, wherein the knife rod has a maximum in the rigid plane. The orientation of the second plane (E E) of the center cutting edge is approximately 90 degrees with respect to the main rigid direction (F F) of the blade plane or the bottom of the cutter bar.
- Q:What is the higher accuracy of phi 25H8 reamer and phi 25H9 reamer?
- This is not a problem of higher accuracy, but a problem of tolerance and fit.
- Q:The edge of the reamer and drill bit can cut metal, one is only oriented, and why?
- Reduce the cutting heat caused by friction during processing, prevent the bit and reamer from overheating and change the tool material, affecting the service life of the reamer and drill bit.
- Q:Machine is a horizontal machining center Huakai, machining hole size is 14mm through hole, the first with 13.5 bits, then the 14 hinge reamer, reamer is 120 speed 320 feed speed, casting hardness is HB170 ~ 241, made out of the hole often bell shaped, reamer blade also day after day grinding, grinding or not, sometimes for a new reamer like bell. Who can help me analyze the reasons?.
- I said you are so talented! Leave 0.5 of the remaining material! More than 13 of the drill bit is taper shank drilling, 0.5 mm a specification. But our experience shows that all the following 4MM are left in excess of 0.1MM. 4MM more than 0.2MM remaining material. To help you develop the process; hit the center drill - with D8 drill THR through; - 13.5 drill reaming - using D8 milling round processing, inverted 13.8THR (through) - with D8 milling round processing, DEP (depth) 8MM as a guide. Dimensions are guaranteed to be around 13.95 with 14 reamer G81 instruction S120F100 plus coolant. Not in place, you cut me. There are reamer, you do not go grinding; kill you do not rub; 14 of the reamer should be welded machine reamers? You see, the front bevel is not a chamfer. It's a cutting edge. It's a guiding role. After grinding, it's almost useless. We can use a reamer for a long time. And did you see the deflection of the reamer on the tester? Machine reamers, yaw, no-load control in 0.02, you can easily guarantee to +0.01 to +0.015. Reamer S320, when used as a milling cutter? The reamer must not be twisted at high speed, while the iron is cut at high speed without enough time to remove it. Cause extrusion deformation; twisted holes are generally large and small. Generally speaking, you don't have any big problems with 1000/D. D is the reamer size
- Q:What's the difference between the reamer and the milling cutter? They all look the same
- Depends on what you use, the milling cutter is broken, you can grind the reamer can not,
1. Manufacturer Overview |
|
|---|---|
| Location | Guangdong,China |
| Year Established | 2012 |
| Annual Output Value | |
| Main Markets | North America South America Eastern Europe Southeast Asia Africa Mid East Eastern Asia Western Europe South Asia |
| Company Certifications | ISO 9001:2008 |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | shenzhen |
| Export Percentage | 91% - 100% |
| No.of Employees in Trade Department | 6-10 People |
| Language Spoken: | English, Chinese |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
HSS M42 Cobalt End Mill 8%
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 Piece pc
- Supply Capability:
- 10,000,000 Pieces per Month pc/month
OKorder Service Pledge
OKorder Financial Service
Similar products


New products






Hot products





Hot Searches
Related keywords

